1 Identification
Product identifier
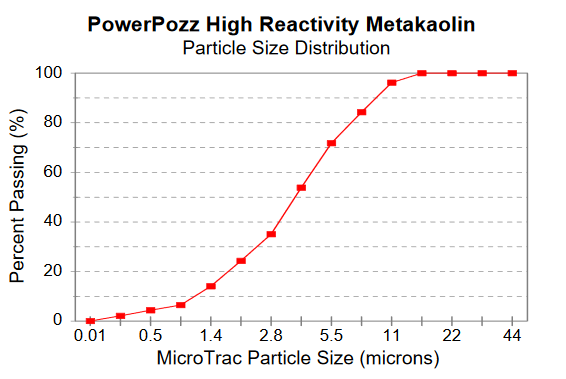
Trade name:PowerPozz METAKAOLIN
Application of the substance / the preparation: Concrete additive
Details of the supplier of the safety data sheet
Manufacturer/Supplier:
Advanced Cement Technologies
435 Martin Street ; Ste 2040
Blaine, WA 98230, USA
Information department:
Health and Safety (9 AM to 5 PM-PST) 360-332-7060
Sales@Metakaolin.com
Emergency telephone number:
Chemtrec North America: +1-800-424-9300
Chemtrec International: +1-703-527-3887
Other Emergencies (24hr): +1-410-531-40
2 Hazard(s) identification
·Classification of the substance or mixture
STOT RE 1 H372 Causes damage to organs through prolonged or repeated exposure.
Label elements
GHS label elements
The product is classified and labeled according to the Globally Harmonized System (GHS).
Hazard pictograms

Signal word Danger
Hazard-determining components of labeling:
quartz (SiO2)
Hazard statements
Causes damage to organs through prolonged or repeated exposure.
Precautionary statements
Do not breathe dust/fume/gas/mist/vapors/spray.
Wash thoroughly after handling.
Do not eat, drink or smoke when using this product.
Get medical advice/attention if you feel unwell.
Dispose of contents/container in accordance with local/regional/national/international regulations.
Classification system:
* Product presents long-term adverse effects.
Hazard not otherwise classified
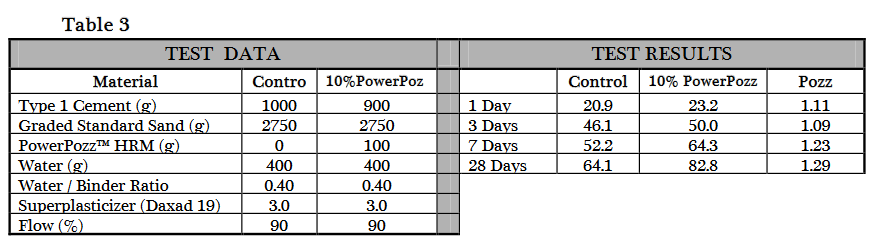
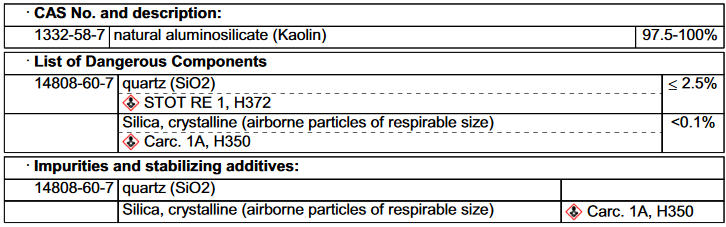
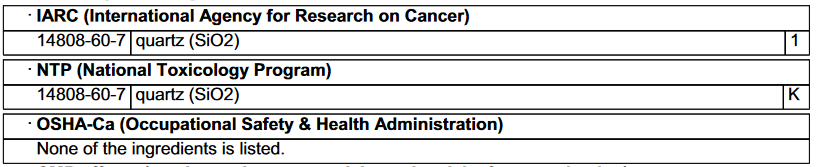
WARNING. Contains a substance known to the State of California to cause cancer. Quartz isclassified by IARC (International Agency for Research on Cancer) as carcinogenic to humans by in halation (Group I). Furthermore, quartz can cause silicosis, lung cancer and other lung diseaseson prolonged exposure.Kaolin clay may contain up to 2% quartz which is part of the natural raw material as mined.Contains ~1% naturally occurring quartz that is bound in the product matrix reducing free respirable crystalline silica to <0.1%.Occupational exposure limits to respirable crystalline silica are not expected to be exceeded during normal, foreseeable conditions of fresh product use, as recommended by GRACE. Exposure to respirable dust and respirable crystalline silica should be monitored and controlled during other conditions.
3 Composition/information on ingredients
Chemical characterization: Mixtures
Description:
4 First-aid measures
After inhalation:Supply fresh air; consult doctor in case of complaints.
After skin contact:
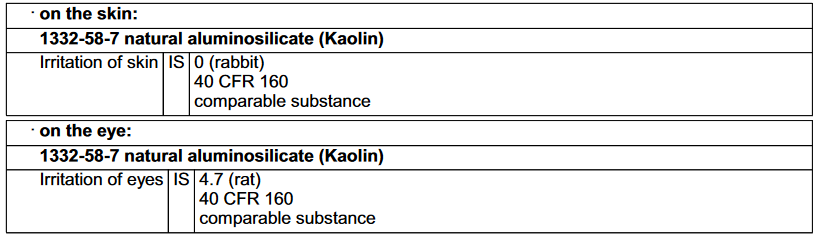
Generally the product does not irritate the skin.
Immediately wash with water at least for 30 minutes and rinse thoroughly.
If skin irritation occur, consult a doctor.
After eye contact:
Immediately flush eyes with plenty of water for at least 15 minutes, lifting lower and upper eye lidsoccasionally. Then consult a doctor.
After swallowing:Seek medical attention. Do not induce vomiting.
Information for doctor:
Most important symptoms and effects, both acute and delayed
No further relevant information available.
Indication of any immediate medical attention and special treatment needed
No further relevant information available.
5 Fire-fighting measures
Suitable extinguishing agents:Use fire fighting measures that suit the environment.
Hazardous combustion products No dangerous substances are released.
Protective equipment:Wear personal protective equipment.
Additional information
Dispose of fire debris and contaminated fire fighting water in accordance with official regulations.
6 Accidental release measures
Personal precautions, protective equipment and emergency procedures
Wear protective clothing.
Environmental precautions:No special measures required.
Methods and material for containment and cleaning up:
Vacuuming or wet sweeping may be used to avoid dust dispersal.
Reference to other sections
See Section 7 for information on safe handling.
See Section 8 for information on personal protection equipment.
See Section 13 for disposal information.
7 Handling and storage
Handling:
Precautions for safe handling
Prevent formation of dust.
Keep receptacles tightly sealed.
Provide suction extractors if dust is formed.Use appropriate industrial vacuum cleaners or central vacuum systems for dust removal.
Take precautionary measures against static discharges.
Information about protection against explosions and fires:
Protect against electrostatic charges.
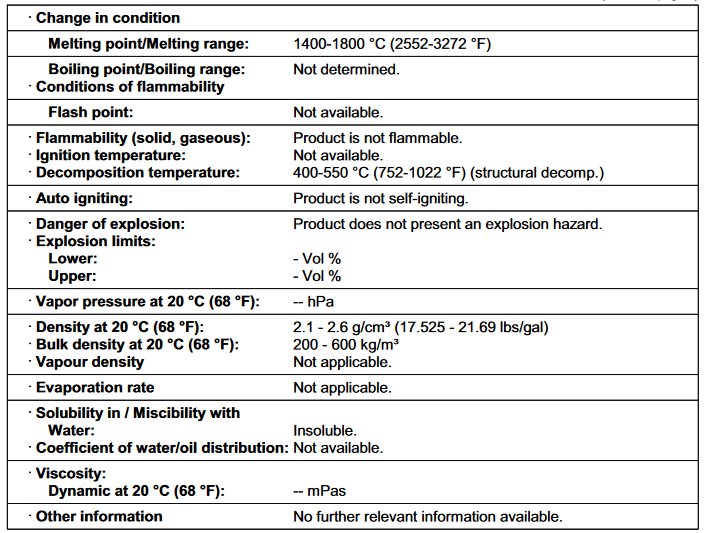
The product is not flammable.
Conditions for safe storage, including any incompatibilities
Storage:
Requirements to be met by storerooms and receptacles:No special requirements.
Information about storage in one common storage facility:Store away from foodstuffs.
Further information about storage conditions:
Keep receptacle tightly sealed.
Store in dry conditions.
This product is hygroscopic.
8 Exposure controls/personal protection
Additional information about design of technical systems:No further data; see item 7.
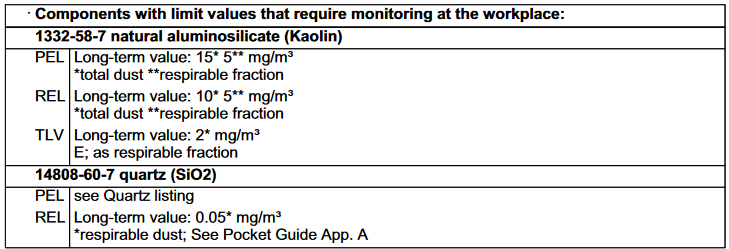
Additional information:Valid lists at time of creation were used as basis.
Exposure controls
Personal protective equipment:
General protective and hygienic measures:
The usual precautionary measures for handling chemicals should be followed.
Protection of hands:
Wear gloves for the protection against mechanical hazards.
Material of gloves
Butyl rubber, BR
Nitrile rubber, NBR
Recommended thickness of the material: ≥ 0.35 mm
For the permanent contact gloves made of the following materials are suitable:
Butyl rubber, BR
Nitrile rubber, NBR
Eye protection:

Body protection:Protective work clothing.
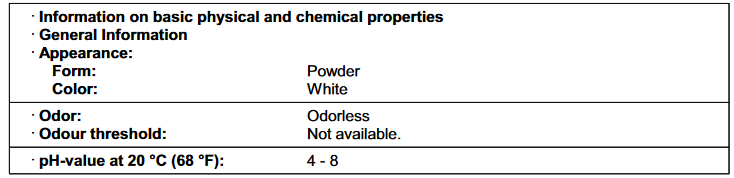
9 Physical and chemical properties
10 Stability and reactivity
Reactivity No further relevant information available.
Chemical stability No decomposition if used according to specifications.
Possibility of hazardous reactions No dangerous reactions known.
Conditions to avoid
In case of thermal decomposition caused by smouldering and incomplete combustion toxic fumes may be developed.
Incompatible materials:Protect from contamination.
Hazardous decomposition products:No dangerous decomposition products known.
11 Toxicological information
Information on the likely routes of exposure
Delayed and immediate effects and chronic effects from short or long term exposure
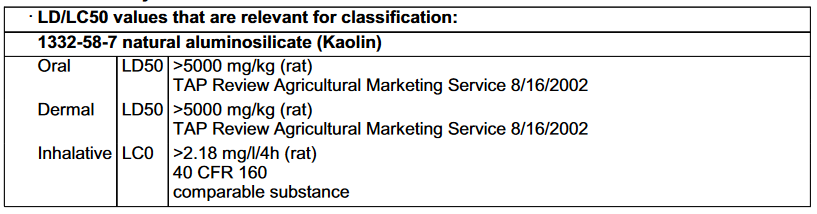
Information on toxicological effects
Acute toxicity:
Primary irritant effect:
Skin sensitization No further relevant information available.
Additional toxicological information:
Carcinogenic categories
CMR effects (carcinogenity, mutagenicity and toxicity for reproduction)
Carcinogenicity No further relevant information available.
Mutagenicity No further relevant information available.·Reproductive toxicity No further relevant information available.
Specific target organ toxicity (single exposure)No further relevant information available.
Specific target organ toxicity (repeated exposure)No further relevant information available.
12 Ecological information
Toxicity
Aquatic toxicity:

Persistence and degradability No further relevant information available.
Other information:
By the insolubility in water there is a separation at every filtration and sedimentation process.
Behavior in environmental systems:
Bioaccumulative potential No further relevant information available.
Mobility in soil No further relevant information available.
Results of PBT and vPvB assessment
PBT:Not applicable.
vPvB:Not applicable.
Other adverse effects No further relevant information available.
13 Disposal considerations
Recommendation:
Disposal must be made according to official regulations.
Whatever cannot be saved for recovery or recycling should be managed in an appropriate and approved waste disposal facility. Processing, use or contamination of this product may change the waste management options. State/provincial and local disposal regulations may differ from federal disposal regulations. Dispose of container and unused contents in accordance with federal, state/provincial and local requirements.
14 Transport information
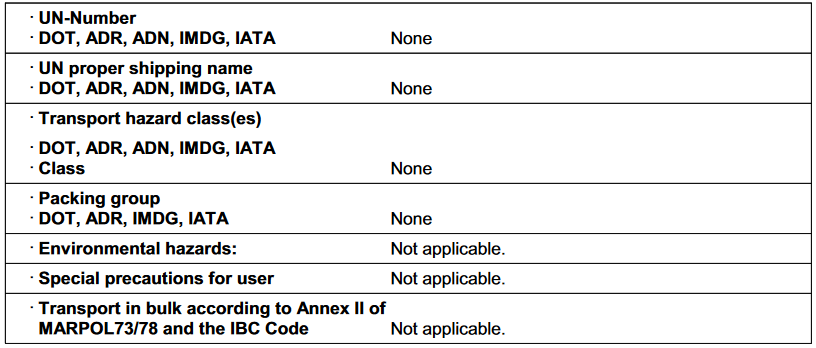
Transport/Additional information:Not dangerous according to the above specifications.
15 Regulatory information
GHS label elements
The product is classified and labeled according to the Globally Harmonized System (GHS).
Hazard pictograms
Signal word Danger
Hazard-determining components of labeling:
quartz (SiO2)
Hazard statements
Causes damage to organs through prolonged or repeated exposure.
Precautionary statements
Do not breathe dust/fume/gas/mist/vapors/spray.
Wash thoroughly after handling.
Do not eat, drink or smoke when using this product.
Get medical advice/attention if you feel unwell.
Dispose of contents/container in accordance with local/regional/national/international regulations.
16 Other information
This information is based on our present knowledge. However, this shall not constitute a guarantee for any specific product features and shall not establish a legally valid contractual relationship.
Relevant phrases
H350 May cause cancer.
H372 Causes damage to organs through prolonged or repeated exposure.
Department issuing SDS:Advanced Cement Technologies
Contact:
SALES OFFICES
USA:
Advanced Cement Technologies
435 Martin Street ; Ste 2040
Blaine, WA 98230, USA
Tel: +1 360-332-7060
Em: Sales@Metakaolin.com
Mailing Address / Contact:
Advanced Cement Technologies
PO Box 31374
Blaine, WA 98230, USA
Tel: +1 360-332-7060
Fax: +1 360-332-9321
Em: Sales@Metakaolin.com
Manager Technical Services:
Ken McPhalen
Tel: +1 360-220-1785
Em: KenMc@Metakaolin.com
Date of preparation / last revision05/01/2019/2.3
The first date of preparation01/23/2001·
Number of revision times and the latest revision date2.3 / 05/01/2019·
Abbreviations and acronyms:
RID: Règlement international concernantle transport des marchandises dangereuses par chemin de fer (Regulations Concerning the International Transport of Dangerous Goods by Rail)
IATA-DGR: Dangerous Goods Regulations by the “International Air Transport Association” (IATA)
ICAO: International Civil Aviation Organisation
ICAO-TI: Technical Instructions by the “International Civil Aviation Organisation” (ICAO)
ADR: Accord européen sur le transport des marchandises dangereuses par Route (European Agreement concerning theInternational Carriage of Dangerous Goods by Road)
IMDG: International Maritime Code for Dangerous Goods
DOT: US Department of Transportation
IATA: International Air Transport Association
ACGIH:American Conference of Governmental Industrial Hygienists
EINECS: European Inventory of Existing Commercial Chemical Substances
ELINCS: European List of Notified Chemical Substances
CAS: Chemical Abstracts Service (division of the American Chemical Society)
NFPA: National Fire Protection Association (USA)
HMIS: Hazardous Materials Identification System (USA)
LC50: Lethal concentration, 50 percent
LD50: Lethal dose, 50 percent
PBT: Persistent, Bioaccumulative and Toxic
vPvB: very Persistent and very Bioaccumulative
Carc. 1A: Carcinogenicity, Hazard Category 1A
STOT RE 1: Specific target organ toxicity – Repeated exposure, Hazard Category 1·
* Data compared to the previous version altered.