10.102 –POZZOLANIC ACTIVITY INDEX
(COMPRESSIVE STRENGTH OF MORTARS)
High Reactivity Metakaolin (HRM)
Engineered Mineral Admixture for Use with Portland Cement
Advanced Cement Technologies’ PowerPozz™ High Reactivity Metakaolin is a manufactured pozzolanic mineral admixture which significantly enhances many performance characteristics of cement-based mortars, concretes and related products.
PowerPozz™, derived from purified kaolin clay, is a white, amorphous, alumino-silicate which reacts aggressively with calcium hydroxide, a normal cement hydration byproduct, to form compounds with cementitious value.
Testing Program
Advanced Cement Technologies has performed an evaluation of the performance of PowerPozz™HRM in cement mortars. The purpose of the testing (in accordance with ASTM C-311 / ASTM C-618) was to demonstrate the pozzolanic activity index of PowerPozzTMHRM over that of a control, or in some cases, as compared to other pozzolans.
The evaluations, conducted at the facilities of AGRA Earth and Environmental in Vancouver, B.C., Canada,were conducted in three phases:
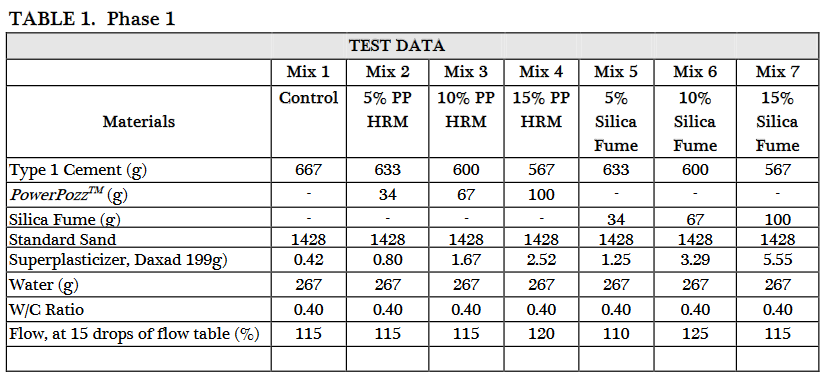
In Phase 1, PowerPozz™was used in varying concentrations (5,10, 15%) and compared to the same concentrations of silica fume and to a plain cement control. Strengths and the variations in required superplasticizer dosage were examined.
In Phase 2, the mixes were produced with a range of different pozzolans, including PowerPozz™without superplasticizers. The water addition and therefore water to binder ratios were allowed to vary to achieve similar flows. Effects on water demand and strength were examined.
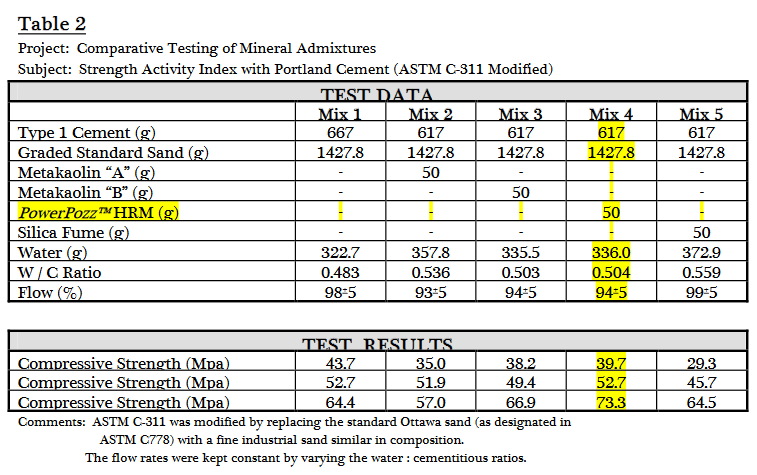
In Phase 3, the compressive strength of a plain cement mortar was compared with the strength gain of a mortar in which 10% of the cement was replaced with PowerPozzTMHRM. In this study, a dry superplasticizer was added to both the control and the test mixes at a constant dosage. Both the control and test mixes were produced at a water / binder ratio of 0.40 and a sand / binder ratio of 2.75. Compressive strengths presented are the averages for 3 cubes at each of the 4 age intervals (1,3,7,28 days).
PHASE 1
Methodology
In this study, 9 mortar mixes were produced: Two of the mixes were Class F Flyash/HRM combinations and will be reported separately. For the remaining 7 mixes, the following cementitious materials were used:
Mix 1:Type 1 Ordinary Portland Cement (Control)
Mix 2:OPC / 5% PowerPozz™HRM
Mix 3:OPC / 10% PowerPozz™HRM
Mix 4:OPC / 15% PowerPozz™HRM
Mix 5:OPC / 5% Silica Fume
Mix 6:OPC / 10% Silica Fume
Mix 7:OPC / 15% Silica Fume
The percentages of supplemenntary cementing materials were replacementsby weight of portland cement, not additions.
The mortars were produced with a water : binder ratio of 0.40.
The compressive strength results reported are the averages of two cubes.
Phase 1 Results
Results from Phase 1 are reported in Table 1.
Project: Comparative Strength Testing of PowerPozz™High Reactivity Metakaolin
Subject: Strength Activity Index with Portland Cement (ASTM C-311)
Phase 1 Results & Discussion
The results show that both mineral admixtures show progressive increases in strength with increasing percentages of replacement, up to the 15% level.
With PowerPozz™at 5% replacement, the strength increase is 10% over control. At 10% and 15% replacements, PowerPozz™contributed to 22% and 28% gains respectively as compared to the control mix.
The results indicate that increasing loading rates of PowerPozz™contribute to higher strengths.
These results also indicate that PowerPozz™is most efficient within the range of 10 +2%. At 5% PowerPozz™, a 2% increase in strength is realized per percent PowerPozz™. This increases to a 2.2% increase in strength per percent PowerPozz™at 10% replacement and decreases slightly to 1.9% per percent PowerPozz™at the 15% replacement level.
In comparing the PowerPozz™HRM mixes to those produced with silica fume, PowerPozz™mortars were generally stronger at three days, approximately the same at seven days and slightly lower at 28 days.
These results show that PowerPozz™is comparable to silica fume in terms ofcompressive strength development but does so with a much lower water demand. Therefore, the PowerPozz™mortars required a significantly lower (half) dosage of superplasticizer to maintain flow and stable water: cementitious ratio. The pozzolanic activity results withoutthe use of superplasticizers are examined in Phase 2.
It was observed that with PowerPozz™being white in color, it produced mortars which were fairly normal in appearance, whereas those produced with silica fume had a characteristic dark gray color.
PHASE 2
Methodology
In the second study, the mortars were produced in accordance withASTM C-311.One control (plain OPC) mix was produced, and all other supplementary cementing materials were used at 7.5% replacement by weight of cement.
Five mixes are reported here. Of the five mixes one was the control, one included silica fume, andthree were produced with metakaolins. Of the three HRM products used, one is PowerPozz™, and the other two are other commercially available metakaolins.
Mix 1:OPC -Ordinary Portland Cement (Control)
Mix 2:OPC / Metakaolin A
Mix 3:OPC / Metakaolin B
Mix 4:OPC / PowerPozz™
Mix 5:OPC / Silica Fume
The control mixwas produced with a water : cement ratio of 0.48. The subsequent mixes containing the supplementary cementing materials had constant cementitious contents with water being adjusted to achieve a flow similar to the control mix. As a result, the water : binder ratios for the HRM and silica fume mixes varied. No water-reducing admixtures were used in this Phase.
Phase 2 Results
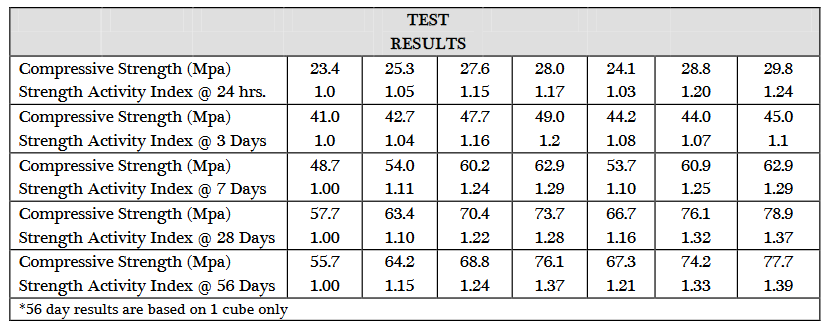
The results of the tests for Phase 2 are presented in Table2.
The control mix had the lowest water : cementitious ratio, and the silica fume mix had the highest.
The greatest strength was achieved with 7.5% replacement with PowerPozz™.
The silica fume mix, with a relatively high water demand and w / c ratio, had strengths similar to control. For this reason, silica fume is seldom, if ever, used or recommended without superplasticizing admixtures.
Phase 2 Results & Discussion
The PowerPozz™mix showed a much lower water demandthan those produced with silica fume. If this effect is compensated for by employing superplasticizing admixtures, as in Phase 1, the silica fume can produce somewhat higher strengths, but with a much higher dosage of superplasticizer.
Products produced with PowerPozz™or other metakaolins are significantly lighter in colorthan those produced with silica fume at normal addition rates.
The 28-day compressive strengthof the mortar containing 7.5% PowerPozz™, with no superplasticizers, at a 0.40 water : cement ratio exceeded all samplestested in Phase 1.
At 7.5% replacement, the PowerPozz™mortar was 9.6% higher in compressive strength than other metakaolin samples, and was 13.6% higher than the silica fume and control mortars.
PHASE 3
In this phase, the compressive strength of a plain cement mortar was compared with the strength gain of a mortar in which 10% of the cement was replaced with PowerPozzTMHRM. In this study, a dry superplasticizer was added to both the control and the test mixes, and all were produced at a water / binder ratio of 0.40 and a sand / binder ratio of 2.75. Compressive strengths presented are the averages for 3 cubes at each of the 4 age intervals (1,3,7,28 days).
Phase 3 -Results & Discussion
It is noteworthy that even with a 10% replacement of cement by 1:1 substitution of pozzolan (metakaolin) the early strengths(1,3 Days) demonstrated a positive (>1) index over control. This is indicative of the early reactivity of PowerPozzTMHRM. The early age pozzolanic reactivity and strength performance is a unique and defining feature of metakaolin, as compared to other pozzolanic materials.
It is also apparent from these results that HRM continues to indicate increasing pozzolanic reactivity at an increasing rate within the 28-day period of study. It would be normal to expect that the strength gain differential between the HRM test mix and the plain cement control will continue to widen over the long run of time. This conclusion has been made through our own research and is well corroborated by others with regard to pozzolans in general, and also specifically where HRM and like materials are concerned.
The high pozzolanic reactivityof PowerPozzTMHRM makes it, of course, an important input ingredient for the formulation of high strength materials. In fact, when mix design options with and without HRM are examined, it is normal to find that to increase the strength of a performance concrete, it is often more efficient to utilize HRM than to increase the cement content.
For concretes within the normal designcompressive strength range, the performance advantages of HRM may also be important (i.e.: low permeability, high chemical resistivity, corrosion mitigation, control of efflorescence or ASR, etc.). In these mix designs, it may be possible to use HRM as asubstitute for cement, for example at a 10% wt cement replacement level, and also reduce the total cementitious content of the mix and still met the design strength requirements comfortably.
These figures and examples are presented for illustrative and descriptive purposes only. Only a properly conducted trial batch and testing program.
will determine actual performance for a particular mix design, application, or set of raw materials.
Ask your ACT representative for assistance in the development of mix designs with metakaolin.
PowerPozz™is a mineral admixture, which offers excellent performance and can contribute to the manufacture of high strength, high durability mortars, concretes and related portland cement-based products.
All information, while provided in good faith, with every effort made to assure accuracy, is provided by Advanced Cement Technologies at no charge, and with warranty–express or implied. Data given, unless otherwise stated, are based on standard testing procedures which are available on request. Variations do occur in individual tests and the results stated herein cannot be taken for minima or maxima for specification purposes.
As we cannot anticipate all possible applications of our product, nor variations in manufacturing equipment, formulae, methods, or practices, we guarantee only that the product will meet the specifications of Advanced Cement Technologies at the time of sale. Advanced Cement Technologies reserves the right to change specifications should it becomenecessary. The product is sold without express or implied warranty, with all warranties of fitness of purpose and merchantability being disclaimed, and on condition that the purchaser is responsible for the determination of the product’s suitability for a particular purpose.
Statements concerning the possible use of our product are not intended as recommendations for use. No liability is accepted for any infringements of any existing or future patents.
All products sold, unless otherwise stated, will besubject to general sales conditions, which are supplied with all quotations and order confirmations.