10.107 – CONCRETE COMPRESSIVE STRENGTH
High Reactivity Metakaolin (HRM)
Engineered Mineral Admixture for Use with Portland Cement
dvanced Cement Technologies’ PowerPozz™ High Reactivity Metakaolin is a manufactured pozzolanic mineral admixture which significantly enhances many performance characteristics of cement-based mortars, concretes and related products.
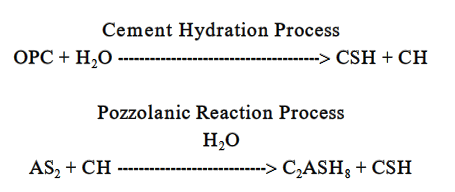
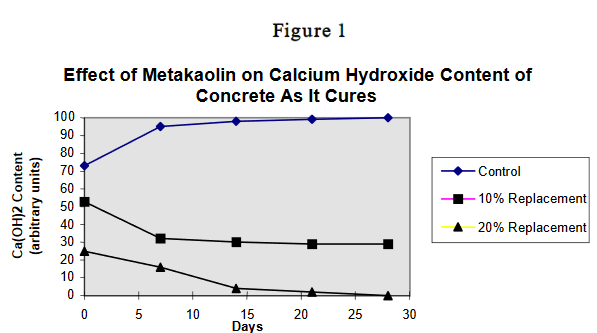
PowerPozz™, derived from purified kaolin clay, is a white, amorphous, alumino-silicate which reacts aggressively with calcium hydroxide, a normal cement hydration byproduct, to form compounds with cementitious value.
Produced to ISO 9002 certification standards, PowerPozz™ HRM is subjected to strict process quality control to assure product uniformity and consistent performance.
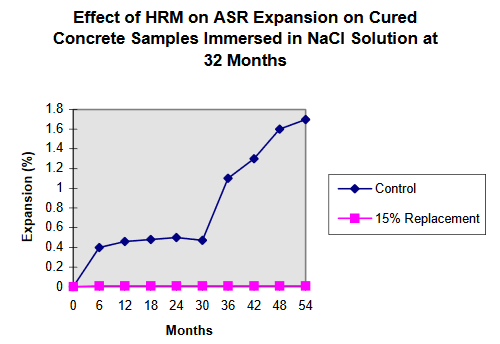
Used at 5 – 15% replacement of cement by weight, PowerPozz™ will contribute to: increased strength; reduced permeability; greater durability; effective control of efflorescence; and control of degradation caused by Alkali-Silica Reaction (ASR).
NEW AGE CONCRETE
The construction industry has taken considerable strides forward over the last two or three decades with regard to many materials, in particular – High Strength Concrete (HSC) and generally Higher Performing Concrete Materials, or High Performance Concrete (HPC).
The development of new technology in the materials sciences is progressing rapidly. Advanced composite construction materials and HSC / HPC are gaining wide acceptance in the construction industry of today, and are well positioned for increasing proliferation in use in the future. HSC and HPC will continue to make important contributions to the enhanced quality and efficiency in the construction of infrastructure and our communities in the next century.
HSC / HPC – SOME DISTINCTIONS
It is appropriate to preface a presentation of concrete strength performance, especially when it is being presented in concert with other data pertaining to the bigger-picture performance properties of concrete, by making some distinctions between High Strength Concrete (HSC) and High Performance Concrete (HPC).
ACI TAC Subcommittee on HPC defines HPC as: “ concrete which meets special performance and uniformity requirements that cannot always be achieved routinely by using only conventional materials and normal mixing, placing, and curing practices. The requirements may involve enhancements of characteristics such as placement and compaction without segregation, long-term mechanical properties, early-age strength, toughness, volume stability, or service life in severe environments.”
Given this well accepted view of HPC, we can ascertain that the definition of HSC is a more narrow one than is HPC. The definition of HSC fits within the overall scope of HPC, with strength representing a parameter of performance. The exact point at which normal strength concrete ends and high strength begins is debatable and varies from one global region to another. There is some agreement that concrete with design compressive strengths at 28 days over 50 Mpa, or over 7000 psi is regarded as high strength concrete.
It has become commonplace to associate HPC with durability. This is widely accepted probably on the basis that durability is of prime importance in assessing overall concrete performance. Although concrete that is designed to have high durability performance may also exhibit high strength performance, it is not always safe to assume that the reverse is necessarily true – that all high strength concrete will be necessarily durable concrete.
PowerPozz™ HIGH REACTIVITY METAKAOLIN
The use of pozzolanic materials in the manufacture of concrete has a long, successful history. In fact, their use pre-dates the invention of modern day portland cement by almost 2,000 years.
Today, most concrete producers worldwide recognize the value of pozzolanic enhancements to their products and, where they are available, they are becoming a basic concrete ingredient.
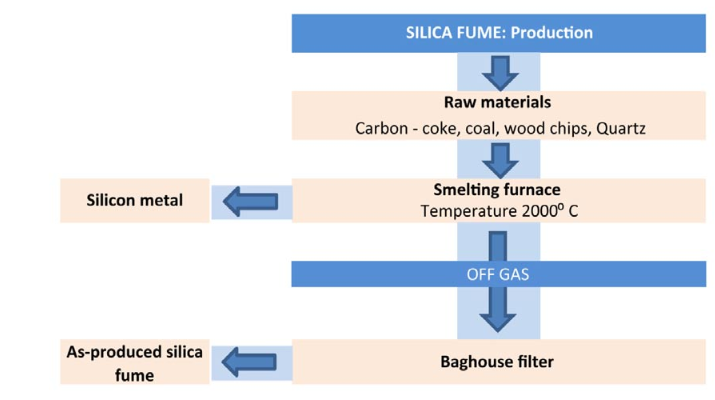
Most pozzolans used in the world today are byproducts from other industries, such as coal fly-ash, blast furnace slag, rice hull ash, or silica fume. As such, there has been relatively little work done with regard to manufactured, optimized and engineered pozzolanic materials, which are specifically intended for use in portland cement-based formulations. PowerPozz™ High Reactivity Metakaolin is a leader among a new generation of such materials.
The use of silica fume and various chemical admixtures have become staple ingredients in the production of concretes with designed strengths in excess of 7500 psi (>50 Mpa) or where service environments, exposure conditions, or life cycle cost considerations dictate the use of High Performance Concrete (HPC).
The introduction of High Reactivity Metakaolin to the HSC market has provided an alternative to the use of silica fume. Equivalence in strength development and durability properties along with several additional features of HRM including color and workability have effectively expanded the design boundaries of HPC materials.
The benefits in engineering properties that result from the use of PowerPozz™ HRM come with few “side effects”. The fresh mix texture, workability and finishability are generally enhanced by the replacement of 5-15% of cement with HRM. PowerPozz™ is white in color and will not darken pigmented, gray or white cement-based concrete or products. Easy to handle in trucks, silos and plants, PowerPozz™ is produced under ISO 9002 Certification and is consistent in chemical, physical and performance characteristics from lot-to-lot.
TEST PROGRAMS:
Presented herein are 3 programs which involved evaluations of the effect of PowerPozzTMHRM on the compressive strength of concrete.
Test Program #1, conducted by researchers at the University of British Columbia, in Vancouver, Canada, included some compressive strength testing of High Performance Concrete. These test mixes were formulated with cementitious materials contents of 461 kg / m3 (813 lb / yd3 ), w/cm ratio of 0.40 and achieved strengths in excess of 10,000 psi.
Test Program #2, conducted by CTL, Skokie, IL. Presented here are the compressive strength results extracted from the testing program submitted to New York State Department of Transportation for approval of HRM as an alternative mineral admixture to silica fume for HPC.
Test Program #3, conducted by Mahaffey Associates Pty Ltd, Australia. The results presented are trial mix results only; no control mixes were made for comparison. It was expressed at the time of the study that the testing objective was to compare PowerPozzTMHRM with the well-known and established strength performance of their standard silica.
fume HPC mix. The results are of particular interest because the strengths are in the high range at 28 days (in excess of 12,000 psi) and they were made with an Australian Type SL cement (slag cement).
TEST PROGRAM #1: (1)
A comparison of HSC’s was conducted. The performance of PowerPozzTM HRM is compared with that of a commercial silica fume product, and with that of a plain cement control concrete. The mix proportions are reported in Table 1.
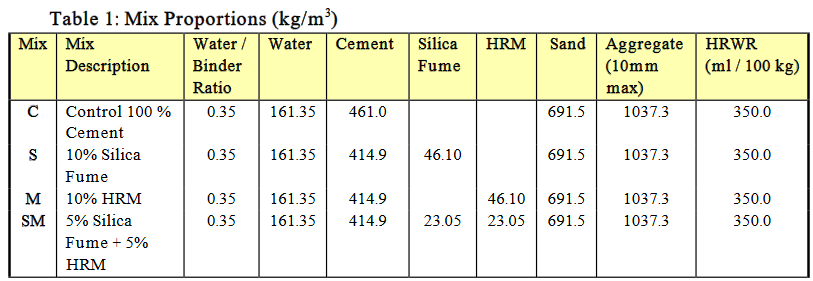
CHARACTERISTICS OF CONCRETE MIXES:
Slump, air content and unit weight values for the eight mixes are presented in Table 2. The slump values are indicative of the reduction in workability due to the replacement of 10% by mass of silica fume (Mix S). This reduction in slump was more pronounced in the 10% silica fume replacement mix (Mix S) than in the 5% silica fume / 5% HRM
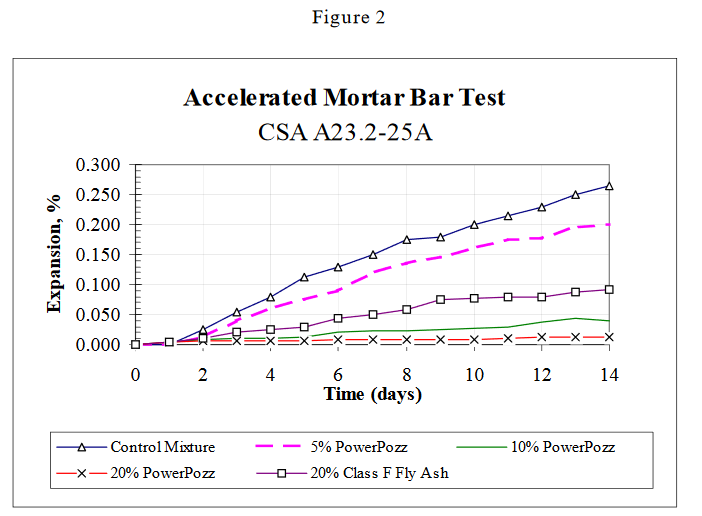
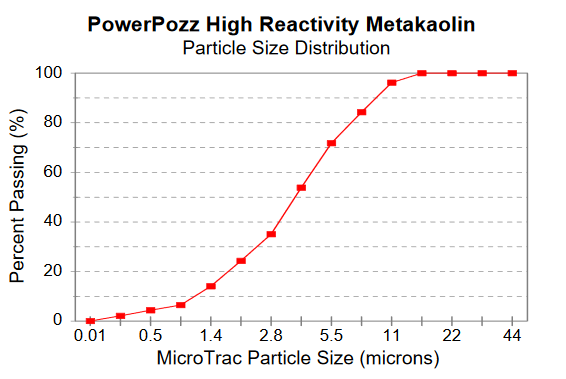
combination mix (Mix SM). The mix with 10% mass replacement of cement by HRM (Mix M) demonstrated greater slump values, indicative of a comparative improvement in workability to those mixes containing silica fume. It may be interpreted from this data, that in order to achieve a given target slump or optimum workability, HRM concretes may require lower dosages of superplasticizer than silica fume concretes. This is attributable to the larger particle size and lesser surface area of HRM compared to silica fume. It is important to point out that although HRM has a smaller surface area than does silica fume, and it is generally accepted that, with pozzolans, finer is more reactive, the HRM appears to be more reactive, not less, than silica fume on a pound for pound basis as measured by concrete (or mortar) compressive strengths. (See Table 3)

RESULTS & DISCUSSION:
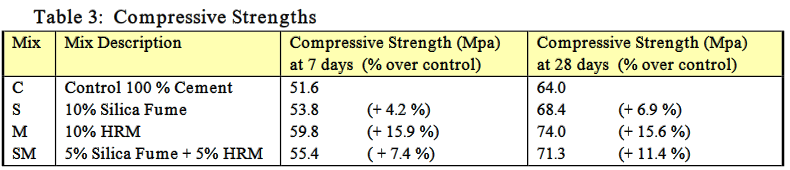
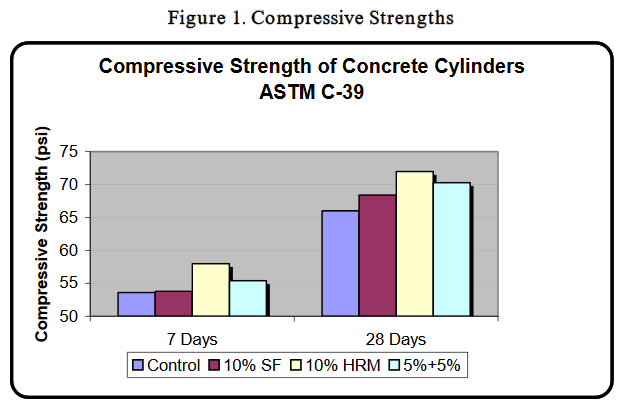
Seven and twenty-eight day compressive strengths are reported in Table 3 and are presented in graphic form in Figure 1.
Marginal increases in compressive strength over the control mixes were observed for the mixes with silica fume, HRM, and the combined s.f./HRM mix. These results have been reported by other researchers (2,3) who have also reported that even with HRM mixes of higher air content than the comparative mixes with silica fume, the strength and performance of HRM concrete were similar to, or better than, the concrete with silica fume.
It is important to point out that a period of 28 days may not be sufficient for the development of the full marginal potential strengths for the silica fume or HRM concretes. Generally, greater later age strengths (beyond 28 days) are expected for pozzolanic mixes as compared to plain cement control at a given water to binder ratio.
TEST PROGRAM # 2(4)
In support of an application to the New York State Department of Transportation (NYSDOT) for the department’s review & approval of PowerPozzTM HRM, a comprehensive testing program was undertaken by CTL, Skokie, IL. NYSDOT regards metakaolin as an equivalent substitute for silica fume for its High Performance Concrete requirements.
Part of this test program included a comparison of compressive strengths of plain cement and HRM mixes.
In this program, cylinders were made and tested in accordance with ASTM C-39 Compressive Strength of Cylindrical Concrete Specimens.
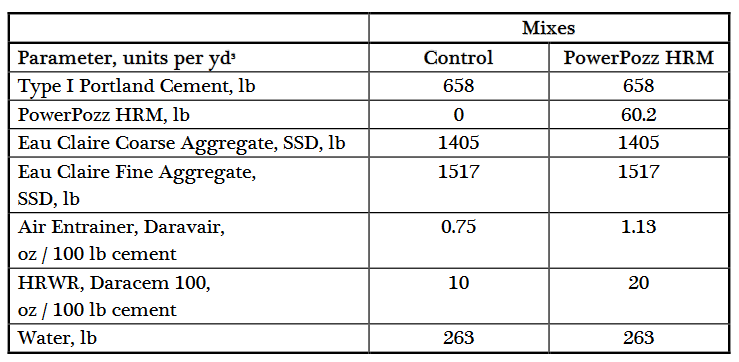
The mix parameters are presented in Table 4.
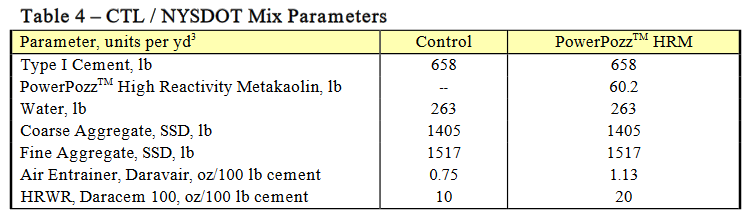
The HRM was proportioned as an addition to the cement, as per NYSDOT mix design for silica fume HPC. The effective addition rate is 9.1% by cement mass.
The mix with the HRM required additional air entraining admixture compared with the control mix to reach the target air content.
The mix with the HRM addition required additional amounts of HRWR to achieve slump which was comparable to the control mix, at 7 ½ inches.
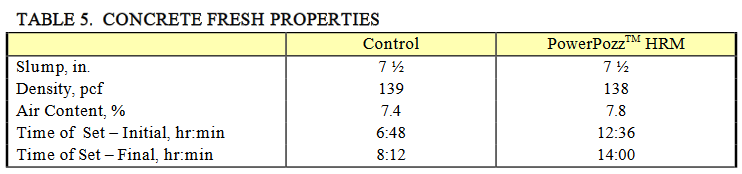
Concrete Fresh Properties and Time of Set (ASTM C-403) are presented in Table 5.
The compressive strengths of the concrete specimens were taken as the average of three cylinders at each of four age intervals for the control and test (HRM) mixes. The results are presented in Table 6.
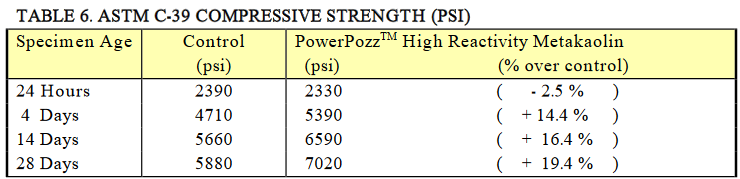
The HRM concretes exhibited an increase in compressive strength over the control concrete. At ages beyond 28 days, it would be a normal expectation for a pozzolanic concrete to exhibit an increasing margin, or index of improvement over a control concrete.
TEST PROGRAM # 3(5)
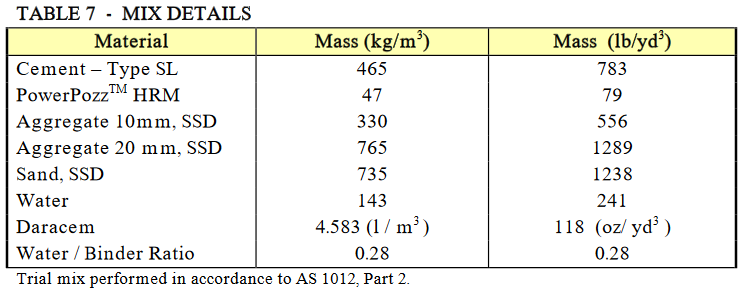
This study was undertaken by Mahaffey Associates, Pty. Ltd., Australia for a specific client who was interested in the development of an alternative to their silica fume HPC formulation. Improved workability was seen to be an attractive feature in favor of PowerPozzTM HRM. The mixture details are presented in Table 7.
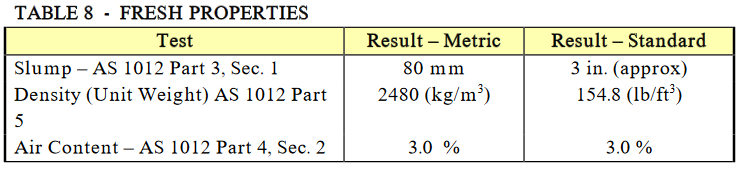
The concrete fresh properties are reported in Table 8. The concrete with PowerPozzTM HRM was observed to be less sticky than a normal silica fume mix, and had a much brighter overall color than a silica fume concrete.
The compressive strength results are reported in Table 9. The cylinders tested were 100 x 200 mm (4”x 8”).

These strength levels are achievable with the use of HRM, a low w/b ratio, HRWR, and well graded aggregates. The strength results were deemed to be very good and were meeting the level of strength gain that was being achieved routinely with silica fume mixes.
CONCLUSION
PowerPozzTM High Reactivity Metakaolin is an effective additive in the formulation of Moderate Strength and High Strength Concretes. Through the use of combinations of additives, superplasticizers and optimized aggregate gradation, very high strengths are attainable. Ask your ACT Representative for assistance in formulating HSC / HPC mix designs for your construction challenges or applications.
References:
- Dubey, A. and Banthia, N. “Influence of High Reactivity Metakaolin and Silica Fume on the Flexural Toughness of High Performance Steel Fiber-Reinforced Concrete” ACI Materials Journal Vol. 95 No. 3 May-June 1998 pp 284
- Calderone, M.A.; Gruber, K.A.; and Burg, R., “High Reactivity Metakaolin: A New Generation Mineral Admixture,” Concrete International: V.16, No. 11, 1994, pp 37-40.
- Calderone, M.A., and Gruber, K.A., “High Reactivity Metakaolin – A Mineral Admixture for High Performance Concrete” Concrete Under Severe Conditions, K. Sakai, N. Banthia, and O.E. Gjorv eds.,E & FN Spon, 1995, pp 1015-1024.
- CTL Test Report to Advanced Cement Technologies, LLC – September 22, 1997.
- Mahaffey Test Report to Advanced Cement Technologies, LLC – June 3, 1997.
All information, while provided in good faith, with every effort made to assure accuracy, is provided by Advanced Cement Technologies at no charge, and with warranty–express or implied. Data given, unless otherwise stated, are based on standard testing procedures which are available on request. Variations do occur in individual tests and the results stated herein cannot be taken for minima or maxima for specification purposes.
As we cannot anticipate all possible applications of our product, nor variations in manufacturing equipment, formulae, methods, or practices, we guarantee only that the product will meet the specifications of Advanced Cement Technologies at the time of sale. Advanced Cement Technologies reserves the right to change specifications should it become necessary. The product is sold without express or implied warranty, with all warranties of fitness of purpose and merchantability being disclaimed, and on condition that the purchaser is responsible for the determination of the product’s suitability for a particular purpose.
Statements concerning the possible use of our product are not intended as recommendations for use. No liability is accepted for any infringements of any existing or future patents.
All products sold, unless otherwise stated, will be subject to general sales conditions, which are supplied with all quotationsand order confirmations.